ę²čį
ÅŚ╗╔▒Ē├µ┘|(zh©¼)┴┐Öz£y(c©©)╩ŪÅŚ╗╔╝ė╣żĄ─ųžę¬Łh(hu©ón)╣Ø(ji©”),ĪŻÖz£y(c©©)Ģr(sh©¬),Ż¼╚╦éā═©▀^Ė„ĘNįć“×(y©żn)ĘĮĘ©ī”(du©¼)ÅŚ╗╔Ą─ąį─▄▀M(j©¼n)ąą£y(c©©)Č©Ż¼Å─Č°░čÅŚ╗╔Ą─┘|(zh©¼)┴┐Č©┴┐öĄ(sh©┤)ųĄ╗»,Ż¼×ķŲ¾śI(y©©)Ą─┘|(zh©¼)┴┐╣▄└Ē┼cūĘ█Ö╠ß╣®š²┤_Ą─įu(p©¬ng)Č©ę└ō■(j©┤),ĪŻÅŚ╗╔Ą─│╔ŲĘÖz“×(y©żn)ų„ę¬░³└©ī”(du©¼)ÅŚ╗╔Ą─═Ōė^Öz£y(c©©)Īó│▀┤ńÖz£y(c©©),Īóžō(f©┤)║╔Öz£y(c©©)Ą╚ā╚(n©©i)╚▌,Ż¼▀@└’╬ęéāų„ę¬═Ļ│╔ī”(du©¼)ÅŚ╗╔Ą─═Ōė^Öz£y(c©©)║═│▀┤ńÖz£y(c©©)Ż©░³└©ÅŚ╗╔ķL(zh©Żng)Č╚ĪóŠĆÅĮ,ĪóŠĆÅĮķgŠÓ║═ėąą¦╚”öĄ(sh©┤)Ż®,ĪŻ
ć°(gu©«)ā╚(n©©i)¼F(xi©żn)ėąĄ─ÅŚ╗╔Öz£y(c©©)ĘĮĘ©ę╗░Ń╩Ū╚╦╣żė├ė╬ś╦(bi©Īo)┐©│▀Ą╚╣żŠ▀─┐£y(c©©)Ż¼▀@ĘNĘĮĘ©▓╗āHą¦┬╩Ą═Ż¼Č°Ūęš`▓Ņ┤¾,ĪŻėąą®╣½╦Šę▓Å─ć°(gu©«)═Ō▀M(j©¼n)┐┌Ž╚▀M(j©¼n)įO(sh©©)éõ▀M(j©¼n)ąąÅŚ╗╔ūįäė(d©░ng)Öz£y(c©©),Ż¼▀@ę╗ĘĮ├µ┤¾┤¾į÷╝ė┴╦╔·«a(ch©Żn)│╔▒ŠŻ¼┴Ēę╗ĘĮ├µįO(sh©©)éõĄ─ŠSūo(h©┤)ę▓║▄└¦ļy,ĪŻßśī”(du©¼)ęį╔Ž▓╗ūŃ,Ż¼ūįų„ķ_░l(f©Ī)╗∙ė┌ÖC(j©®)Ų„ęĢėXĄ─ÅŚ╗╔ūįäė(d©░ng)Öz£y(c©©)ŽĄĮy(t©»ng)Š▀ėą╩«Ęųųžę¬Ą─ęŌ┴xĪŻįōŽĄĮy(t©»ng)ų„ę¬╗∙ė┌NI╣½╦ŠĄ─LabVIEWłDą╬ŠÄ│╠Łh(hu©ón)Š│▀M(j©¼n)ąąķ_░l(f©Ī),Ż¼Įń├µ║å(ji©Żn)ØŹėč║├,Ż¼ĘĮ▒ŃÖz£y(c©©)╚╦åT▓┘ū„ĪŻī”(du©¼)ė┌═¼ę╗ęÄ(gu©®)Ė±Ą─ÅŚ╗╔,Ż¼ŽĄĮy(t©»ng)į┌Ą├ĄĮÅŚ╗╔Ą─╦∙ėąöĄ(sh©┤)ō■(j©┤)║¾┼cī”(du©¼)æ¬(y©®ng)ś╦(bi©Īo)£╩(zh©│n)ųĄ▀M(j©¼n)ąą▒╚ī”(du©¼),Ż¼ī”(du©¼)ÅŚ╗╔▀M(j©¼n)ąąĘųŅÉĪŻīŹ(sh©¬)“×(y©żn)ĮY(ji©”)╣¹▒Ē├„,Ż¼ŽÓ▒╚é„Įy(t©»ng)Ą─╚╦╣żÖz£y(c©©)ĘĮĘ©,Ż¼įōĘĮĘ©Öz£y(c©©)╦┘Č╚┐ņŻ¼Š½Č╚Ė³Ė▀,Ż¼┐╔┐┐ąįĖ³ÅŖ(qi©óng),ĪŻ
ę╗. ÅŚ╗╔Öz£y(c©©)ŲĮ┼_(t©ói)ė▓╝■śŗ(g©░u)│╔
1.1Öz£y(c©©)ŽĄĮy(t©»ng)Ą─ĮM│╔▓┐Ęų
ÅŚ╗╔ūįäė(d©░ng)Öz£y(c©©)ŽĄĮy(t©»ng)Ą─ė▓╝■śŗ(g©░u)│╔╚ńłD1╦∙╩ŠŻ¼ÅŚ╗╔╦«ŲĮų├ė┌░ū╔½ą²▐D(zhu©Żn)▌S╔Ž,Ż¼ė╔▓Į▀M(j©¼n)±R▀_(d©ó)“ī(q©▒)äė(d©░ng)▌S▐D(zhu©Żn)äė(d©░ng),ĪŻPLC│²┴╦žō(f©┤)ž¤(z©”)░l(f©Ī)│÷├}ø_“ī(q©▒)äė(d©░ng)±R▀_(d©ó)ą²▐D(zhu©Żn)═ŌŻ¼ę▓īó┤╦├}ø_ū„×ķ═Ō▓┐ė|░l(f©Ī)ą┼╠¢(h©żo)Įė╚ļłDŽ±▓╔╝»┐©,Ż¼ęį▒ŻūC▓╔╝»ĄĮĄ╚▒╚└²Ą─łDŽ±ĪŻŽÓÖC(j©®)▓╔ė├Ą┬ć°(gu©«)Basler╣½╦ŠĄ─ŠĆĻćŽÓÖC(j©®)ŽĄ┴ąBasler L101k-2k,Ż¼┼õ║ŽNI╣½╦ŠĄ─PCI-1428łDŽ±▓╔╝»┐©ę╗Ų═Ļ│╔łDŽ±Ą─▓╔╝»╣żū„,ĪŻ▓╔╝»Ą─ÅŚ╗╔š╣ķ_łD╚ńłD1╦∙╩ŠĪŻŽÓÖC(j©®)▓╔╝»═Ļę╗Ä¼ÅŚ╗╔Ą─š╣ķ_łD║¾,Ż¼Įø(j©®ng)łDŽ±▓╔╝»┐©╦═╚ļėŗ(j©¼)╦ŃÖC(j©®)▀M(j©¼n)ąą╠Ä└Ē,ĪŻėŗ(j©¼)╦ŃÖC(j©®)ų„ę¬═Ļ│╔ė▓╝■Ą─┼õų├╝░│§╩╝╗»ĪółDŽ±╠Ä└Ē,ĪóöĄ(sh©┤)ō■(j©┤)Ęų╬÷┼c▒Ż┤µĄ╚╣”─▄,ĪŻĮø(j©®ng)łDŽ±╠Ä└ĒĄ├ĄĮÅŚ╗╔▒Ē├µ╚▒Ž▌║═│▀┤ńĄ─ĻP(gu©Īn)µIģóöĄ(sh©┤)║¾Ż¼ėŗ(j©¼)╦ŃÖC(j©®)īóŲõ┼cī”(du©¼)æ¬(y©®ng)ęÄ(gu©®)Ė±Ą─ÅŚ╗╔ś╦(bi©Īo)£╩(zh©│n)Äņą┼Žó▀M(j©¼n)ąą▒╚ī”(du©¼),Ż¼ęįś╦(bi©Īo)ūR(sh©¬)▓╗║ŽĖ±ÅŚ╗╔,ĪŻ
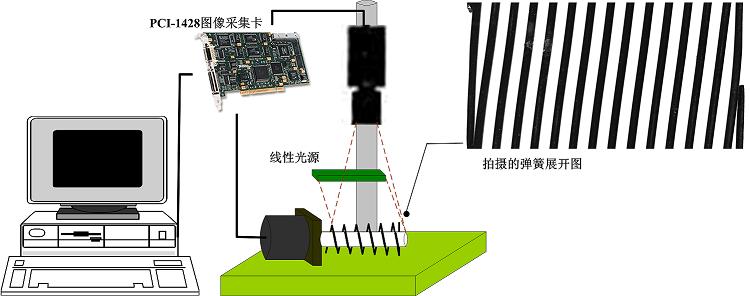
łD 1 ÅŚ╗╔ūįäė(d©░ng)Öz£y(c©©)ŽĄĮy(t©»ng)╩ŠęŌłD
1.2ŠĆĻćŽÓÖC(j©®)┼c▓╔╝»┐©Ą─┼õ║Ž
ŠĆĻćŽÓÖC(j©®)Ą─╚ĪŽ±įŁ└Ē┼c├µĻć▓╗═¼Ż¼╦³├┐┤╬ų╗▓╔╝»ę╗ąąłDŽ±,Ż¼ų╗ėąį┌ńRŅ^┼c▒╗┼─öz╬’¾wų«ķg┤µį┌ŽÓī”(du©¼)▀\(y©┤n)äė(d©░ng)Ģr(sh©¬)▓┼─▄▓╔═Ļę╗ļ═Ļš¹Ą─Č■ŠSė░Ž±,ĪŻłD2ųąŻ¼┐vŽ“?y©żn)ķŠĆĻćé„ĖąŲ„Ą─ĘĮŽ“,Ż¼ŲõĘų▒µ┬╩ė╔ŠĆĻćCCDøQČ©,Ż╗ÖMŽ“▒Ē╩ŠŽÓÖC(j©®)Ą─Æ▀├ĶĘĮŽ“,Ż¼ŲõĘų▒µ┬╩ė╔▓Į▀M(j©¼n)ļŖÖC(j©®)Ą─ūŅąĪ▓ĮŠÓøQČ©ĪŻļŖÖC(j©®)▀\(y©┤n)äė(d©░ng)╦┘Č╚▀^┤¾,Ż¼łDŽ±Ģ■(hu©¼)▒╗ē║┐s,Ż¼╚ńłD2Ż©bŻ®╦∙╩ŠŻ╗╦┘Č╚╠½ąĪ,Ż¼łDŽ±ätĢ■(hu©¼)▒╗└Ł╔ņ,Ż¼╚ńłD2Ż©cŻ®ĪŻ
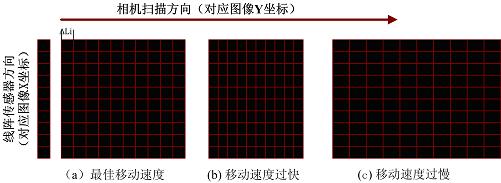
łD 2 ▀\(y©┤n)äė(d©░ng)╦┘Č╚▓╗═¼Ģr(sh©¬)Ą─ī”(du©¼)æ¬(y©®ng)│╔Ž±ą¦╣¹
×ķ┴╦Ą├ĄĮĄ╚▒╚└²Ą─łDŽ±,Ż¼įO(sh©©)ų├ŽÓÖC(j©®)╣żū„ė┌═Ō▓┐▀ģčžė|░l(f©Ī)─Ż╩Į,Ż¼╚ńłD3ĪŻį┌▀@ĘN─Ż╩ĮŽ┬,Ż¼ŽÓÖC(j©®)Ą─ŠĆÆ▀┬╩═Ļ╚½ė╔═Ō▓┐ą┼╠¢(h©żo)Ą─Ņl┬╩øQČ©,Ż¼ā╔š▀ĻP(gu©Īn)ŽĄ╣½╩ĮŻ║ŠĆÆ▀┬╩ŻĮ1Ż»═Ō▓┐ą┼╠¢(h©żo)Ņl┬╩ĪŻNI╣½╦ŠĄ─PCI-1428łDŽ±▓╔╝»┐©╠ß╣®┴╦╦─ī”(du©¼)═Ō▓┐ė|░l(f©Ī)Č╦┐┌Ż©ĘųäeÅ─Trig_(0)ĄĮTrig_(3),Ż¼▌ö╚ļą┼╠¢(h©żo)ŅÉą═×ķTTLļŖŲĮŻ®,Ż¼ų¦│ųŠĆĻćŽÓÖC(j©®)Ą─═Ō═¼▓Į╚ĪŽ±─Ż╩ĮĪŻīóPLC░l(f©Ī)│÷Ą─├}ø_Įė╚ļPCI-1428▓╔╝»┐©Ą─╚╬ę╗═Ō▓┐ė|░l(f©Ī)Č╦┐┌,Ż¼▀@śėŠ═īŹ(sh©¬)¼F(xi©żn)┴╦±R▀_(d©ó)▐D(zhu©Żn)╦┘┼cŠĆÆ▀┬╩ų«ķgĄ─ī”(du©¼)æ¬(y©®ng),ĪŻMAXŻ©Measurement & Automation ExplorerŻ®╩ŪNI╣½╦Šķ_░l(f©Ī)│÷üĒĘĮ▒Ńė├æ¶ī”(du©¼)Ė„ĘNė▓╝■▀M(j©¼n)ąąįO(sh©©)ų├║═£y(c©©)įćĄ─▄ø╝■ĪŻį┌MAXųą,Ż¼┐╔ęįĖ∙ō■(j©┤)ąĶę¬┼õų├▓╔╝»┐©Ą─╗∙▒ŠģóöĄ(sh©┤),Ż¼╚ń╚ĪŽ±─Ż╩ĮŻ¼łDŽ±┤¾ąĪ,Ż¼ė|░l(f©Ī)ą┼╠¢(h©żo)Ą─ŅÉą═Ą╚,ĪŻ
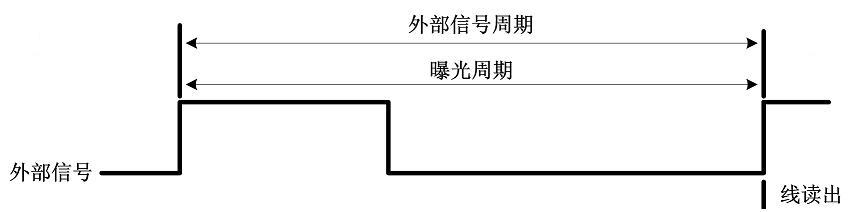
łD 3 ═Ō▓┐▀ģčžė|░l(f©Ī)─Ż╩ĮŻ©ExSyncŻ¼Edged-controlled ModeŻ®
Č■. ÅŚ╗╔Öz£y(c©©)▓┐ĘųĄ─ĻP(gu©Īn)µI─ŻēK
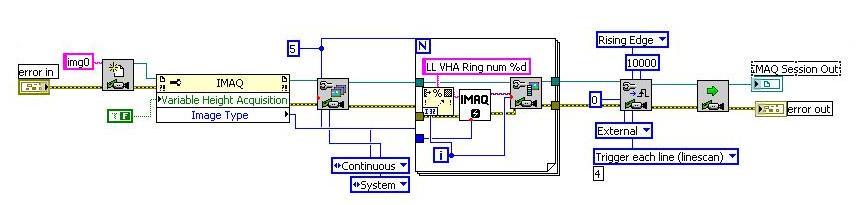
ÅŚ╗╔ūįäė(d©░ng)Öz£y(c©©)ŽĄĮy(t©»ng)Ą─▄ø╝■▓┐Ęų▓╔ė├NI╣½╦ŠĄ─LabVIEWłDą╬ŠÄ│╠šZčįķ_░l(f©Ī),ĪŻLabVIEWų▒ė^Ą─łDś╦(bi©Īo)▓┘ū„,ĪóĖ▀ą¦Ą─ČÓŠĆ│╠▓óąą╠Ä└Ēęį╝░ĘĮ▒ŃĄ──ŻēK╗»╠žąį╩╣Ą├│╠ą“Ą─ķ_░l(f©Ī)ų▄Ų┌┤¾┤¾┐sČ╠Ż¼│╠ą“ł╠(zh©¬)ąąą¦┬╩Ė▀ŪęöU(ku©░)š╣─▄┴”ÅŖ(qi©óng),Ż¼▒Ńė┌ļSĢr(sh©¬)▓ķÕe(cu©░)║═ą▐Ė─,ĪŻÅŚ╗╔Öz£y(c©©)▓┐ĘųĄ─┴„│╠╚ńłD4╦∙╩ŠŻ¼│╠ą“ų„ę¬ė╔ÄūéĆ(g©©)╣”─▄─ŻēKĮM│╔Ż║ÅŚ╗╔ś╦(bi©Īo)£╩(zh©│n)ÄņĖ³ą┬,ĪółDŽ±▓╔╝»,ĪółDŽ±╠Ä└Ēęį╝░öĄ(sh©┤)ō■(j©┤)Ęų╬÷╠Ä└Ē─ŻēKĪŻ

łD 4 łDŽ±╠Ä└Ēų„│╠ą“┴„│╠
2.1 ÅŚ╗╔ś╦(bi©Īo)£╩(zh©│n)Äņ
į┌▒ŠŽĄĮy(t©»ng)ųą,Ż¼ÅŚ╗╔Ą─ęÄ(gu©®)Ė±╩ŪęįÅŚ╗╔Ą─═ŌÅĮ│▀┤ńüĒģ^(q©▒)ĘųĄ─,ĪŻÅŚ╗╔ś╦(bi©Īo)£╩(zh©│n)Äņųą░³║¼ā╔ŅÉą┼ŽóŻ║▓╗═¼ęÄ(gu©®)Ė±ÅŚ╗╔Ą─ś╦(bi©Īo)Č©ą┼Žó║═ī”(du©¼)æ¬(y©®ng)Ą─ś╦(bi©Īo)£╩(zh©│n)│▀┤ńĪŻŽÓÖC(j©®)╬╗ų├╣╠Č©║¾Ż¼łDŽ±XĘĮŽ“å╬╬╗Ž¾╦ž▒Ē╩ŠĄ─īŹ(sh©¬)ļH│▀┤ń╩Ū▓╗ūāĄ─,Ż¼Č°YĘĮŽ“Ą─īŹ(sh©¬)ļH│▀┤ńĪ„Li┼cÅŚ╗╔═ŌÅĮ│╔š²▒╚,ĪŻę“┤╦Ż¼╬ęéāąĶę¬╩┬Ž╚ų¬Ą└Ī„Li,Ż¼▓┼─▄Ą├ĄĮÅŚ╗╔Ą─īŹ(sh©¬)ļH│▀┤ńųĄ,ĪŻė╔ė┌ś╦(bi©Īo)£╩(zh©│n)Äņ▓╗┐╔─▄ęčĮø(j©®ng)░³║¼╦∙ėąęÄ(gu©®)Ė±ÅŚ╗╔Ą─ą┼ŽóŻ¼ŽĄĮy(t©»ng)▀Ć╠Ē╝ė┴╦ś╦(bi©Īo)£╩(zh©│n)ÄņĄ─öU(ku©░)š╣╣”─▄,Ż¼Öz£y(c©©)╚╦åT┐╔ęįļSĢr(sh©¬)öU(ku©░)│õś╦(bi©Īo)£╩(zh©│n)Äņą┼Žó,ĪŻ

łD 5 ╠Ē╝ėś╦(bi©Īo)Č©Äņą┼Žó▓┐Ęų
2.2 łDŽ±▓╔╝»
ī”(du©¼)ė┌ŠĆĻćłDŽ±Ą─═Ō▓┐ė|░l(f©Ī)╚ĪŽ±Ż¼IMAQ╠ß╣®┴╦ā╔ĘN╗∙▒Šė|░l(f©Ī)─Ż╩ĮŻ║┐╔ūāĖ▀Č╚▓╔╝»Ż©Variable Height AcquisitionŻ®║═ŠĆė|░l(f©Ī)▓╔╝»Ż©Trigger Each LineŻ®,ĪŻ▒Š╬─▓╔ė├ā╔ĘN▓╔╝»ĘĮ╩ĮŽÓĮY(ji©”)║ŽĄ─ĘĮĘ©,ĪŻę“?y©żn)ķ┤²£y(c©©)ÅŚ╗╔═ŌÅĮ┤¾ąĪ┐╔ūāŻ¼VHA▓╔╝»─Ż╩Į┐╔ęį▀mæ¬(y©®ng)ūāĖ▀Č╚Ą─łDŽ±▓╔╝»,Ż¼Trigger Each Line─Ż╩Įät▒ŻūC┴╦ŽÓÖC(j©®)Ą─ŠĆÆ▀┬╩┼c±R▀_(d©ó)╦┘Č╚═¼▓Į,ĪŻ
łD 6 łDŽ±▓╔╝»ūėVI
ķ_╩╝▓╔╝»Ū░Ż¼æ¬(y©®ng)Ž╚ū÷▀@Äū▓Į╣żū„Ż║
Ż©1Ż®IMAQ Init║»öĄ(sh©┤)ī”(du©¼)▓╔╝»┐©▀M(j©¼n)ąą│§╩╝╗»,Ż╗
Ż©2Ż®į┌IMAQ Configure List║»öĄ(sh©┤)ī”(du©¼)ŠÅø_å╬į¬▀M(j©¼n)ąą┼õų├,ĪŻ▀@└’├┐éĆ(g©©)å╬į¬ę¬į┌For裣h(hu©ón)ā╚(n©©i)å╬¬Ü(d©▓)ķ_▒┘┐šķgŻ╗
Ż©3Ż®įO(sh©©)ų├ė|░l(f©Ī)ŅÉą═×ķTrigger Each Line,ĪŻę¬ūóęŌĄ─╩Ū,Ż¼╩╣ė├VHA─Ż╩ĮŪ░æ¬(y©®ng)į┌MAXųąŅA(y©┤)Ž╚įO(sh©©)ų├║├łDŽ±Ą─ūŅ┤¾Ė▀Č╚HeightŻ©▒Šæ¬(y©®ng)ė├ųąįO(sh©©)ų├įōųĄ×ķ1000Ż®Ż¼ŽÓÖC(j©®)▓╔╝»═Ļ1000ąąłDŽ±║¾Š═Ģ■(hu©¼)ūįäė(d©░ng)═Żų╣▓╔╝»,ĪŻ
2.3 łDŽ±╠Ä└Ē
ī”(du©¼)ė┌ÖC(j©®)Ų„ęĢėXŅI(l©½ng)ė“,Ż¼NI╠ß╣®┴╦ūįäė(d©░ng)Öz£y(c©©)ęĢėX╔·│╔Ų„NI Vision Builder AI║═Vision Assistant▄ø╝■▌oų·łDŽ±╠Ä└ĒĪŻį┌╦³éāĮ╗╗ź╩Į▓╦å╬“ī(q©▒)äė(d©░ng)Ą─Łh(hu©ón)Š│Ž┬,Ż¼ė├涤oąĶŠÄ│╠,Ż¼╝┤┐╔║å(ji©Żn)▒ŃĄ─▀M(j©¼n)ąąÖC(j©®)Ų„ęĢėXæ¬(y©®ng)ė├ķ_░l(f©Ī)ĪŻ┤╦═Ō,Ż¼Vision Builder║═Assistant▀Ć┐╔ęįūįäė(d©░ng)╔·│╔LabVIEW╗“š▀C┤·┤aŻ¼▀@į┌║▄┤¾│╠Č╚╔Ž║å(ji©Żn)╗»┴╦ŠÄ│╠Ą─╣żū„,Ż¼═¼Ģr(sh©¬)ę▓×ķķ_░l(f©Ī)ŲĮ┼_(t©ói)Ą─öU(ku©░)š╣╠ß╣®┴╦┐╔─▄,ĪŻ
Image MaskŲ┴▒╬
ī”(du©¼)ė┌ÅŚ╗╔▒Ē├µ╚▒Ž▌Ą─Öz£y(c©©)Ż¼╬ęéāĖą┼d╚żĄ─ų╗╩ŪÅŚ╗╔ŠĆ▒Ē├µĄ─ą┼Žó,Ż¼ę“┤╦,Ż¼┐╔ęį└¹ė├Image Mask░č▒│Š░ĪóÅŚ╗╔ŠĆķgŽČĄ╚▓┐ĘųŲ┴▒╬,ĪŻImage Mask║»öĄ(sh©┤)ėąā╔ĘNĘĮ╩Į▀M(j©¼n)ąąŲ┴▒╬,Ż¼ę╗╩Ūų▒Įėį┌łDŽ±╔Ž▀xō±ROIģ^(q©▒)Ż©┐╔ęį×ķŠžą╬ĪóÖEłAĄ╚Ż®Ż╗┴Ēę╗ĘNĘĮĘ©ät╩Ūī¦(d©Żo)╚ļęčėąĄ─maskłDŽ±,ĪŻĖ∙ō■(j©┤)łDŽ±╠ž³c(di©Żn),Ż¼▀@└’▀xō±Ą┌Č■ĘNĘĮĘ©ĪŻ
×ķ┴╦Ą├ĄĮÅŚ╗╔ŠĆROIģ^(q©▒)ė“,Ż¼╩ūŽ╚ė├ŅÉā╚(n©©i)ĘĮ▓ŅĘ©ī”(du©¼)ÅŚ╗╔įŁ╩╝╗ęČ╚łD▀M(j©¼n)ąąČ■ųĄ╗»,Ż¼╚╗║¾ė├Fill Holes║»öĄ(sh©┤)╠Ņ│õÅŚ╗╔▒Ē├µ╚▒Ž▌ģ^(q©▒)ė“Ż¼Ą├ĄĮ¤oōpĄ─ÅŚ╗╔Č■ųĄłD,Ż¼ūŅ║¾ī”(du©¼)š¹Ę∙łD▀M(j©¼n)ąąĖ»╬g╝┤┐╔Ą├ĄĮ╦∙ąĶĄ─mask╬─╝■,ĪŻį┌łD7ųą┐╔┐┤ĄĮŻ¼╚ń╣¹ūŅ║¾▓╗ī”(du©¼)łDŽ±▀M(j©¼n)ąąĖ»╬gĄ─įÆīóĢ■(hu©¼)ėąÅŚ╗╔ŠĆ▀ģŠē┤µį┌,Ż¼▀@ī”(du©¼)╬ęéāĘų╬÷▒Ē├µ╚▒Ž▌╩Ū¤oęŌ┴xĄ─,ĪŻĄ├ĄĮ┴╦ÅŚ╗╔▌å└¬Ą─maskłDŽ±║¾Ż¼į┌Image Mask║»öĄ(sh©┤)ųąī¦(d©Żo)╚ļ┤╦╬─╝■,Ż¼╝┤┐╔Ą├ĄĮāH░³║¼▒Ē├µ╚▒Ž▌Ą─╗ęČ╚łD,ĪŻ
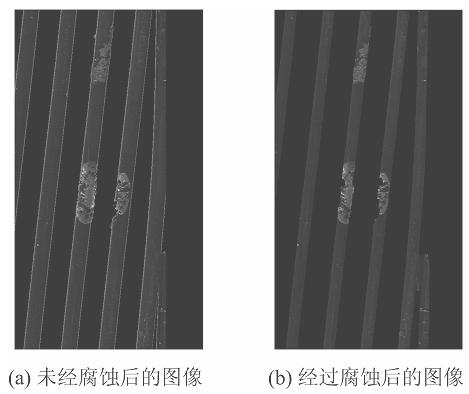
łD 7 ╬┤Įø(j©®ng)Ė»╬g║═Įø(j©®ng)▀^Ė»╬g║¾Ą─maskłDŽ±ī”(du©¼)▒╚
Ņw┴Ż▀^×V┼cĘų╬÷
ī”(du©¼)╩ŻŽ┬Ą─ROI▓┐Ęųė├ķōųĄĘ©Č■ųĄ╗»Ż¼Ą├ĄĮ░³║¼▒Ē├µ╚▒Ž▌║═įļ┬ĢĄ─Č■ųĄłDŽ±,ĪŻĮø(j©®ng)Ė»╬g┼“├ø║¾,Ż¼ė├Particle Filter║»öĄ(sh©┤)▀^×VĄ¶┐╔ę╔╬óąĪŅw┴ŻŻ¼╝┤Ą├ĄĮÅŚ╗╔▒Ē├µ╚▒Ž▌Ą─łDŽ±,ĪŻ└¹ė├Particle Analysis║»öĄ(sh©┤)Ą├ĄĮŅw┴ŻĄ─├µĘe┤¾ąĪ,Ż¼Įø(j©®ng)ś╦(bi©Īo)Č©ą┼ŽóōQ╦ŃĄ├ĄĮ▒Ē├µ╚▒Ž▌Ą─īŹ(sh©¬)ļH├µĘeĪŻParticle Analysis║»öĄ(sh©┤)╠ß╣®┴╦Į³░┘ĘNŅw┴ŻģóöĄ(sh©┤)Ą─ĮY(ji©”)╣¹,Ż¼░³└©Ņw┴ŻĄ─éĆ(g©©)öĄ(sh©┤),Īóų▄ķL(zh©Żng)ĪóĘĮŽ“Ą╚Ą╚,ĪŻ
2.4 └¹ė├SQL ToolkitįLå¢öĄ(sh©┤)ō■(j©┤)Äņ
LabVIEW SQL Toolkit(ėų▒╗ĘQū„×ķL(zh©Żng)abVIEW Database Connectivity Toolset)╩Ūė├ė┌öĄ(sh©┤)ō■(j©┤)ÄņįLå¢Ą─ĖĮ╝ė╣żŠ▀░³,Ż¼╦³╝»│╔┴╦ę╗ŽĄ┴ąĄ─Ė▀╝ē(j©¬)╣”─▄─ŻēKŻ¼▀@ą®─ŻēKĘŌčb┴╦┤¾ČÓöĄ(sh©┤)Ą─öĄ(sh©┤)ō■(j©┤)Äņ▓┘ū„║═ę╗ą®Ė▀╝ē(j©¬)Ą─öĄ(sh©┤)ō■(j©┤)ÄņįLå¢╣”─▄,Ż¼ų¦│ųODBCĄ─▒ŠĄž╗“▀h(yu©Żn)│╠öĄ(sh©┤)ō■(j©┤)Äņ,ĪŻįō╣żŠ▀░³ī”(du©¼)öĄ(sh©┤)ō■(j©┤)ÄņĄ─įLå¢┐╔ęį═©▀^udl╬─╝■Ż¼ę▓┐╔ęį═©▀^ų▒ĮėįLå¢öĄ(sh©┤)ō■(j©┤)Äņ╬─╝■Ą─ą╬╩Į,Ż¼ĘĮ▒Ń┴╦å╬ÖC(j©®)╬─╝■Ą─░l(f©Ī)▓╝┼cæ¬(y©®ng)ė├,ĪŻįōÄņĘų×ķ═©ė├VI┼cĖ▀╝ē(j©¬)VIŻ¼į┌╠Ä└Ēę╗░ŃĄ─öĄ(sh©┤)ō■(j©┤)Äņå¢Ņ}Ģr(sh©¬),Ż¼╩╣ė├═©ė├VI─▄ē“┐ņ╦┘īŹ(sh©¬)¼F(xi©żn)öĄ(sh©┤)ō■(j©┤)ÄņĄ─▓ķįā┤µā”(ch©│)Ą╚╗∙▒Š╣”─▄,ĪŻČ°Ė▀╝ē(j©¬)╣”─▄╚ńŻ║ĦģóöĄ(sh©┤)▓ķįāŻ¼š{(di©żo)ė├┤µā”(ch©│)▀^│╠Ą╚ät┐╔ęį╩╣ė├Ė▀╝ē(j©¬)VIüĒŽÓæ¬(y©®ng)Ą─īŹ(sh©¬)¼F(xi©żn),�,Ż┐é¾wČ°čį,Ż¼į┌Öz£y(c©©)ŽĄĮy(t©»ng)ųą─▄ē“ĮY(ji©”)║ŽLabVIEW SQL Toolkit▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)ÄņĄ─▓┘ū„Ż¼╠ßĖ▀┴╦ŠÄ│╠Ą─┐ņ╦┘įŁą═╗»,ĪŻ
2.5 öĄ(sh©┤)ō■(j©┤)Ęų╬÷┼c£y(c©©)įćĮY(ji©”)╣¹
łD8╩ŪÅŚ╗╔ūįäė(d©░ng)Öz£y(c©©)ŽĄĮy(t©»ng)Ą─ų„Įń├µ,ĪŻų„│╠ą“ų„ę¬īŹ(sh©¬)¼F(xi©żn)ÅŚ╗╔Ą─Öz£y(c©©)ĪóÜv╩ĘöĄ(sh©┤)ō■(j©┤)▓ķįā╝░ś╦(bi©Īo)£╩(zh©│n)ÄņĖ³ą┬Ą─╣”─▄,ĪŻ×ķ┴╦ĘĮ▒ŃÖz£y(c©©)╚╦åT▓┘ū„,Ż¼Įń├µįO(sh©©)ėŗ(j©¼)▒M┴┐║å(ji©Żn)å╬ĪŻ×ķ┴╦£y(c©©)įć╦ŃĘ©Ą─ĘĆ(w©¦n)Č©ąį┼c£╩(zh©│n)┤_ąį,Ż¼╬ęéāė├ę╗ĮM10éĆ(g©©)▒Ē├µÄ¦╚▒Ž▌Ą─ÅŚ╗╔▀M(j©¼n)ąąÖz£y(c©©),Ż¼ĮY(ji©”)╣¹╚ńłD9╦∙╩ŠĪŻĮY(ji©”)╣¹▒Ē├„,Ż¼ÅŚ╗╔│▀┤ńĄ─Öz£y(c©©)Š½Č╚═Ļ╚½Ę¹║Žę¬Ū¾,Ż¼Ų½▓Ņ╗∙▒Šį┌Ī└0.2mmęįā╚(n©©i)Ż¼ī”(du©¼)═¼ę╗éĆ(g©©)ÅŚ╗╔ųžÅ═(f©┤)Öz£y(c©©)Ą─£╩(zh©│n)┤_┬╩×ķ100%,ĪŻ

łD 8 Öz£y(c©©)│╠ą“▀\(y©┤n)ąąų„Įń├µ

łD 9 śė▒Š╚▒Ž▌ÅŚ╗╔£y(c©©)įćĮY(ji©”)╣¹
╚². ĮY(ji©”)šō
į┌ÅŚ╗╔Ą─┘|(zh©¼)┴┐Öz£y(c©©)▀^│╠ųąę²╚ļÖC(j©®)Ų„ęĢėX,Ż¼║═įŁ╚╦╣żÖz£y(c©©)ŽĄĮy(t©»ng)ŽÓ▒╚Ż¼Ųõā×(y©Łu)ä▌(sh©¼)¾w¼F(xi©żn)į┌Ż║
Ī± Öz£y(c©©)Š½Č╚Ė▀,ĪŻ╚╦╣żÖz£y(c©©)ÅŚ╗╔Ą─ę¬Ū¾š`▓Ņ×ķĪ└0.5mmęįā╚(n©©i),Ż¼Č°ęĢėXÖz£y(c©©)Ą─│▀┤ń─▄ē“?q©▒)Ź¼F(xi©żn)Öz£y(c©©)š`▓Ņį┌Ī└0.1mmęįā╚(n©©i)Ż╗
Ī± Öz£y(c©©)╦┘Č╚┐ņ,ĪŻ╚╦╣żÖz£y(c©©)ę╗éĆ(g©©)ÅŚ╗╔Ą─Ģr(sh©¬)ķg┤¾Ė┼×ķ3s,Ż¼įōŽĄĮy(t©»ng)Öz£y(c©©)Ģr(sh©¬)ķg×ķ1sŻ╗
Ī± ╚╦╣żÖz£y(c©©)ėąŪķŠw,Ż¼Ūę╚╦č█ęūė┌ŲŻä┌,Ż¼▓╗ęū▒Ż│ųÖz£y(c©©)ą¦╣¹Ż╗╚╗Č°ęĢėXÖz£y(c©©)ą¦╣¹ĘĆ(w©¦n)Č©,Ż¼ī”(du©¼)═¼ę╗éĆ(g©©)ÅŚ╗╔ųžÅ═(f©┤)Öz£y(c©©)Ą─£╩(zh©│n)┤_┬╩×ķ100%,Ż¼Č°Ūę┐╔ 24 ąĪĢr(sh©¬)▓╗═ŻÖz£y(c©©)ĪŻ
¼F(xi©żn)į┌ÖC(j©®)Ų„ęĢėXį┌╣żśI(y©©)╔ŽĄ─æ¬(y©®ng)ė├įĮüĒįĮÅVĘ║,Ż¼Ą½ć°(gu©«)ā╚(n©©i)ĮY(ji©”)║ŽŠĆÆ▀├ĶŽĄĮy(t©»ng),Ż¼īóÖC(j©®)Ų„ęĢėXė├ė┌ÅŚ╗╔Öz£y(c©©)ĘĮ├µĄ─æ¬(y©®ng)ė├╔ą×ķ┐š░ūĪŻė╔ė┌╣Pš▀Įø(j©®ng)“×(y©żn)╔ą£\,Ż¼š¹éĆ(g©©)ŽĄĮy(t©»ng)Ą─ķ_░l(f©Ī)▀^│╠ė÷ĄĮ┴╦║▄ČÓå¢Ņ},Ż¼Å─ĘĮ░ĖĄ─▀xō±Īóė▓╝■ŽĄĮy(t©»ng)Ą─┤ŅĮ©ĄĮłDŽ±╠Ä└Ē╦ŃĘ©Ą─蹊┐Č╝╗©┘M(f©©i)┴╦▓╗╔┘Ą─Š½┴”║═Ģr(sh©¬)ķg,ĪŻ╩┬īŹ(sh©¬)ūC├„Ż¼▀xō±LabVIEWū„×ķķ_░l(f©Ī)ŲĮ┼_(t©ói)╩Ū├„ųŪĄ─,ĪŻ╦³║å(ji©Żn)▒ŃęūīW(xu©”),Īó╣”─▄ÅŖ(qi©óng)┤¾,Ż¼žSĖ╗Ą─īŹ(sh©¬)└²ÄņĪó═Ļ╔Ųų▄ĄĮĄ─ŠW(w©Żng)Įj(lu©░)ų¦│ų,Ż¼Č╝╩╣Ą├š¹éĆ(g©©)ķ_░l(f©Ī)┐╔ęįų°ųžė┌╦ŃĘ©Ą─įO(sh©©)ėŗ(j©¼),Ż¼¤oąĶį┌│╠ą“Ą─ŠÄīæĘĮ├µ╗©┘M(f©©i)╠½ČÓĢr(sh©¬)ķgĪŻÖC(j©®)Ų„ęĢėX╩Ūę╗ĘN═©ė├ąį║▄ÅŖ(qi©óng)Ą─╝╝ąg(sh©┤),Ż¼ŽÓĻP(gu©Īn)╝╝ąg(sh©┤)ę╗ų┬,Ż¼æ¬(y©®ng)ė├▓Ņ«É├„’@╩ŪĖ„ĘNÖC(j©®)Ų„ęĢėXæ¬(y©®ng)ė├ŽĄĮy(t©»ng)Ą─’@ų°╠ž³c(di©Żn)ĪŻę“┤╦,Ż¼įōŽĄĮy(t©»ng)Ą─ķ_░l(f©Ī)ī”(du©¼)ė┌ÖC(j©®)Ų„ęĢėXį┌Ųõ╦¹ŅI(l©½ng)ė“Ą─æ¬(y©®ng)ė├ę▓ėąę╗Č©Ą─ģó┐╝ęŌ┴x,ĪŻ
|


